
木質(zhì)刨花吸塑門制品是刨花板工業(yè)中的一個(gè)分支,是在木質(zhì)刨花中施以一定量的樹(shù)脂膠粘劑,先在預(yù)壓模具中預(yù)壓初成型,然后再與表面裝飾材料一起放入熱壓精模中一次性壓制成制品,產(chǎn)品美觀,具有很好的物理力學(xué)性能與良好的整體結(jié)構(gòu)性。
在國(guó)內(nèi),從80年代中期開(kāi)始,這種吸塑門工藝已開(kāi)始用于生產(chǎn)各種桌面、臺(tái)面、凳面等,而用該工藝生產(chǎn)幅面較大的建筑用門則是難度很大的。根據(jù)國(guó)家有關(guān)部門統(tǒng)計(jì),我國(guó)今后每年新增住房和公用建筑面積約達(dá)10億平方米,各種建筑用門約占建筑面積的20%,因此,市場(chǎng)是相當(dāng)大的。目前主要使用的木門、纖維板及膠合板夾板門、塑料門、塑鋼雕花門及少量的鋼門和鋁合金門,有的性能差,有的價(jià)格較高,而木質(zhì)刨花吸塑門板,由于已經(jīng)裝飾材料覆面,并可設(shè)計(jì)成各種浮雕狀花紋圖案,這種豪華大方、可望有優(yōu)良的物理力學(xué)性能和化學(xué)性能及隔音、防潮等綜合性能,可廣泛用于賓館、大廈、辦公樓,也可大量用干普通民用住宅中。
由于一次性吸塑門工藝生產(chǎn)的吸塑門板成本低工效高、材料利用率高,因此,在市場(chǎng)上將會(huì)有很強(qiáng)的競(jìng)爭(zhēng)能力,為此,江西省建材科研設(shè)計(jì)院與江蘇粵陽(yáng)家俱裝飾材料有限公司共同合作,開(kāi)發(fā)、研制出了木質(zhì)刨花吸塑門板,并于1994年11月通過(guò)了江蘇省省級(jí)新產(chǎn)品鑒定。
一、試制工藝過(guò)程
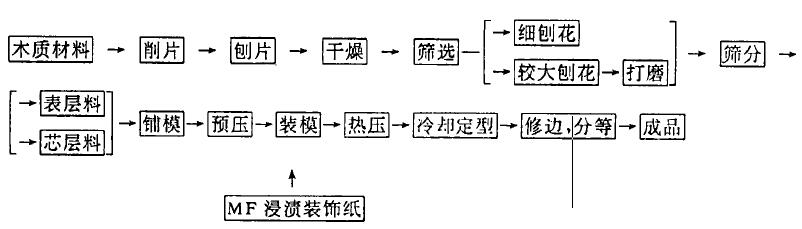
(一)、刨花吸塑門板的生產(chǎn)工藝參照普通木質(zhì)吸塑門制品的生產(chǎn)工藝,并針對(duì)門的特性,經(jīng)過(guò)反復(fù)多次的試驗(yàn)探索,確定的工藝流程如下:
(二)、試驗(yàn)材料
1.木質(zhì)材料:以松木為主,初始含水率:40%至60%;
2.膠粘劑:改性脲醛樹(shù)脂;
3.表面裝飾材料:三聚氰胺樹(shù)脂預(yù)浸漬裝飾紙;
4.固化劑:氯化銨。
(三)、試制過(guò)程
1.刨花的制備與干燥:木質(zhì)材料先由削片機(jī)進(jìn)行削片,再由環(huán)式刨片機(jī)加工成形態(tài)細(xì)小的刨花,然后在干燥機(jī)中干燥至含水率3%以下。
2.干刨花的分選、打磨與篩分:由刨片機(jī)制備的刨花其形態(tài)、大小并不是100%符合要求,試制中將較大的刨花分選出來(lái)再進(jìn)行打磨,然后再篩分成表層料與芯層料。
3.刨花施膠:用間歇式拌膠機(jī)完成此工序,膠料由壓縮空氣霧化噴入,施膠量為11~13%.固化劑用量為0.5%~1%。
4.鋪模與預(yù)壓:人工將拌膠的刨花按一定要求鋪裝在預(yù)壓模具中,預(yù)壓壓力:1.5~2.5MPa,預(yù)壓時(shí)間:1~4分鐘。
5.裝模與熱壓:用人工裝模方式將預(yù)浸漬裝飾紙及預(yù)壓后的門坯裝入熱壓精模中進(jìn)行熱壓,熱壓溫度:160~190℃,熱壓壓力:2.0~3.0Mpa,熱壓時(shí)間:7--12分鐘。
6.后處理:熱壓后的制品需經(jīng)冷卻定型,較后修邊即為成品。
二、試制結(jié)果與討論
(一)、吸塑門板性能檢測(cè)結(jié)果
1.外形尺寸:吸塑門板高度:2040mm寬度:790mm厚度:40mm
2.密度:0.75g/cm3
3.平面彎曲:0.4mm
4.兩對(duì)角線之差:0
5.表面污斑及光澤、色澤不均現(xiàn)象:無(wú)
6.沙袋沖擊試驗(yàn):30kg沙袋,角度65度.反復(fù)沖擊30次無(wú)破損。
7.鋼球沖擊試驗(yàn):500g實(shí)心鋼球,1米高,無(wú)破損,凹痕深度0.4mm。
8.垂直荷載變形:490N靜載15分鐘,無(wú)變形現(xiàn)象。
9.抗疲勞性能:開(kāi)關(guān)一萬(wàn)次無(wú)破損。
10.大力關(guān)門試驗(yàn):200N彈簧力、20次無(wú)破損。
11.耐水性能:浸水240小時(shí),無(wú)脫膠破壞及變形現(xiàn)象。
12.靜曲強(qiáng)度:25.4MPa。
13.握螺釘力:1519N。
14.阻燃性能:氧指數(shù)31。
(二)、模具的設(shè)計(jì)對(duì)產(chǎn)品質(zhì)量的影響木質(zhì)刨花吸塑門板的生產(chǎn),其產(chǎn)品的形狀完全取決全模具的設(shè)計(jì),產(chǎn)品質(zhì)量的好壞也很大程度上取決于模具,模具的設(shè)計(jì)既要充分考慮能滿足工藝要求,同時(shí)還需考慮產(chǎn)品的造型、浮雕圖案的美觀等因素。
1.要考慮物料在模具中的可流動(dòng)性及三聚氰胺預(yù)浸漬表面裝飾紙的性能,模具上的凸起高度和凹陷深度不能過(guò)大、過(guò)密,所有拐角均應(yīng)設(shè)計(jì)成有一定弧度的園弧狀,不能有死角、直角。
2.應(yīng)保證模具有良好的脫模性能,注意模具造型的流暢性,確保熱壓成型后的門不會(huì)鑲死在模具中,而且制品的表面裝怖層不會(huì)因脫模而造成有缺陷。
3.應(yīng)使模具有良好的排氣性能。因?yàn)榘枘z后的坯料含水率達(dá)8%~11%.在熱壓過(guò)程中所含水份會(huì)汽化產(chǎn)生大量的水蒸汽,若不能迅速排出則會(huì)造成制品蚊泡、分層等現(xiàn)象.所以模具設(shè)計(jì)時(shí)要考慮有一定數(shù)量、合理分布的排氣孔,以使產(chǎn)生的水蒸汽能順利排出。
4.模具的設(shè)計(jì)還需考慮產(chǎn)品使用性能要求,需考慮鉸鏈、門鎖安裝位置、安裝方式等。
(三)、膠粘劑性能對(duì)生產(chǎn)工藝的影響
木質(zhì)刨花吸塑門板的生產(chǎn)不同于其它小幅面吸塑門制品的生產(chǎn),前者對(duì)使用的膠粘劑有很高的要求,不能夠使用普通刨花板生產(chǎn)所用的脲醛樹(shù)脂膠,因?yàn)橐话愕碾迦?shù)脂膠其初粘性均達(dá)不到要求,冷預(yù)壓的門坯回彈很大,而且在從預(yù)壓模到熱壓精模的運(yùn)輸過(guò)程中會(huì)產(chǎn)生散坯及坯板K度方向尺寸增加過(guò)多等現(xiàn)象,以至在熱壓精模閉合時(shí),易使兩頭連同裝飾紙一起切除,為此,我們對(duì)膠粘劑進(jìn)行了改性,分別用EVA和PVA改性脲醛樹(shù)脂,并控制膠粘劑的粘度,提高膠粘劑的粘接強(qiáng)度,尤其是初粘性能,從而使工藝要求得到了滿足,改性后的脲醛膠主要性能指標(biāo)如下:
pH值:7.O—7.5
含固量:62~65%
固化速度:50秒
粘度:60~120秒
(四)、板坯含水率的影響與刨花板生產(chǎn)相比,吸塑門制品的生產(chǎn)對(duì)坯料含水率要求更嚴(yán),因?yàn)槲荛T生產(chǎn)過(guò)程產(chǎn)生的水汽更不容易排出,若坯料含水料達(dá)到12%,熱壓時(shí)易產(chǎn)生鼓泡、分層等現(xiàn)象而造成廢品。經(jīng)過(guò)多次試驗(yàn),生產(chǎn)中將坯料含水率控制在10%左右,這主要是控制干燥后刨花的含水率及調(diào)膠時(shí)帶入的水份。
(五)、密度對(duì)吸塑門板性能的影響
密度對(duì)吸塑門板的物理力學(xué)性能有顯著的影響。吸塑門板的靜曲強(qiáng)度、握螺釘力以及抗沖擊等力學(xué)性能隨密度的增加而提高。由于采用人工裝模方式,在能使上下模完仝閉合的前提下,產(chǎn)品密度的大小主要取決于鈾裝量,料鋪得多,密度就大。經(jīng)多次試驗(yàn)與檢測(cè),當(dāng)吸塑門板的密度達(dá)到0.7g/cm3時(shí),各項(xiàng)物理力學(xué)性能均可達(dá)到有關(guān)標(biāo)準(zhǔn)要求。
三、結(jié)論
1.采用吸塑門工藝生產(chǎn)一次性吸塑門成型的木質(zhì)刨花吸塑門板是可行的,只要注重膠粘劑的初粘性便可實(shí)現(xiàn)冷預(yù)壓工藝路線。
2.用該工藝方法生產(chǎn)的木質(zhì)刨花吸塑門板外觀美觀、豪華、平整、光潔,具有優(yōu)良的物理力學(xué)性能以及防潮、隔音和阻燃性能,可廣泛用于賓館、大廈、辦公樓以及民用住宅中。
3.從試制情況看,木質(zhì)吸塑門板成本比膠合板夾板門、塑鋼雕花門、鋁合金門等低,預(yù)計(jì)會(huì)有較好的經(jīng)濟(jì)效益。

